What do your car insurance, backups of your computer files, and spare parts inventory have in common? They are each an example of risk management. According to Wikipedia, risk management is: the identification, assessment, and prioritization of risks followed by coordinated and economical application of resources to minimize, monitor, and control the probability and/or impact of events.
So just like your car insurance is a way to minimize the financial consequence of a car crash and backing up your files is a way to minimize the consequence of a computer crash, spare parts inventory is a way to minimize the consequence of an equipment crash. It’s all about risk management.
Investment vs. Risk Management
Despite the fact that an inventory of spare parts costs a good amount of money, accountants classify your inventory as an asset, and some spare parts have been increasing in cost faster than inflation, they are still not a great investment. Some parts become obsolete before we can use them, some parts get damaged, and some even go bad. To add insult to injury, we can buy a part today and not collect the return on investment (ROI) by using the part, for many years. With other investments we like to see a ROI of 30-50 percent, starting immediately.
So, why would any business that is supposed to operate profitably, ever want to make that investment? The answer is risk management. To understand that better, we need to look at the real function of maintenance spare parts and understand why we might inventory them in the first place.
When we dissect the spare parts use, it is clear that there are only two reasons to hold a supply of spare parts – but more on that in a minute.
First, here is one thing that you need to know before we go ahead: Having the part available does not necessarily mean that you are stocking it. In all the scenarios that follow, having the part available is the issue, not owning the part. It is critical that this is understood.
There are a couple of well used strategies that you can use to have a part available without having it in stock:
- The most common internal method is for a plant to share the part with other plants (belonging to the same company) with similar equipment. The unusual variation is where factories of different companies share some parts. This is more common in regions with a lot of specific activity such as mining in Western Australia or carpet manufacturing in Dalton, Georgia.
- The most common external method is to make an agreement with a vendor to supply a part within ‘x’ number of hours. Variations include consignment stock where the part is kept at your warehouse but is owned by the vendor until you use it.
Big and Little Reasons to Hold a Supply of Spare Parts
The little reasons
Sometimes vendor packaging creates inventory – meaning that you can’t always buy the exact quantity you need. You want six, it sells in eights, and bingo you’ve got inventory! Sometimes we can obtain parts more cheaply if we buy them in economic quantities – just be sure that you use them all. Sometimes we need to purchase in advance because maintenance workers are more productive if they have all the parts required before starting work.
The big reason
Machines occasionally fail. In spite of intense PM (preventive maintenance) inspection scrutiny, we miss the symptoms and the asset fails. In some cases, the consequence is small and easily manageable (both practically and financially). We might have a warehouse full of product, a full distribution chain, a sister plant that can take up the slack – or we are not sold out of capacity and can make up the production. But if the consequences of waiting to put the asset back into service are dire, expensive, disruptive, harmful, disruptive to a customer, or dangerous, then we must do what is within our power to manage that potential risk. Often that means ensuring access to spare parts so that we don’t have to wait an extended length of time before commencing the repair.
This means that the real reason that you need to stock the part in inventory is that you can’t reliably get the supply within your planning horizon. The planning horizon might be zero for break downs, or a month with condition monitoring, or six months for a major PM, but you only hold stock because you can’t get it within the time that your planning allows. Of course, if you do no planning, then you need to hold lots of stock!
Understanding the Consequences of a Breakdown
There are several consequences of breakdown and they are usually classified as safety, environmental, and/or economic. Some breakdowns, like Bhopal India’s MIC leak that killed upwards of 2,500 civilians and wounded over 100,000 others, are completely unacceptable at any cost. Others such as the battery fires experienced during the roll out of the Boeing 787 are unacceptable from both a safety and loss of asset points of view.
In almost all cases, after the safety and environmental consequences are evaluated and eliminated (as much as possible), all the subsequent consequences are really variations on economic themes. Here are some examples of the cost of downtime:
Power plant downtime $160,000 hour
Oil Refinery 400,000/ b/d $100,000 hour (just refiner’s margin)
Automobile assembly line $500,000 hour
Cigarette manufacturing $240,000 hour
From a risk management point of view, the evaluation of consequence goes like this: With the right parts in stock (or otherwise available) it may take (for example) two days to put a failed power plant back on-line. Without the part available, it takes four weeks (lead time) and two days (for the repair). If the kit of parts to do the repair is $100,000, is it worth it to stock? The answer really depends on the probability. Would you pay $100,000 as an insurance premium against that particular failure? Is it worth it even if we never have the failure?
Having the right parts helps keep the consequences of breakdown to a manageable level. This is just like the thinking you use for insurance. You contract with a company to pay the premium to have them shoulder the consequences you are unwilling to take. Of course if you are willing to take the risk, then you don’t insure it! These questions and considerations are at the heart of risk management.
Risk Management Functions
There are four basic functions to manage risk – risk identification, risk quantification, risk probability, and risk response. The first three – identification, quantification and probability – are sometimes grouped together under ‘Risk Analysis’ or ‘Risk Assessment’. With these functions completed, the last is to exercise ‘Risk Vigilance’. Risk vigilance is simply the recognition of the risk conditions, the ongoing response to the risk conditions on the ground, and implementation of the appropriate risk responses. Vigilance requires you to identify an appropriate trigger and this defines the parameters for your vigilance. We say appropriate risk responses because different risks require different approaches. For example, you might have a smoke detector to monitor for the risk of fire and machine guards to manage the risk of injury.
Here is an example of the application of this thinking:
- Risk identification: Failure of the bearings on a turbine is a risk.
- Risk quantification: In the event of a failure, will anyone get hurt and how hurt? How much money will the event cost per hour or day of downtime? What if the repair takes a few weeks or months instead of a few hours or days?
- Risk probability: What is the chance this risk will happen? Has it happened before? Does the manufacturer warn us about the risk? Do we have statistics about MTBF (Mean Time Between Failures) for the bearings in question?
- Risk response: Can we eliminate or anticipate the failure? What parts will be needed? How costly is the kit? Can the risk be transferred to someone else (by using supply contracts or buying insurance)? Does the waiting time for the part introduce any unanticipated risk?
- Risk vigilance: How do we organize our team and maintenance strategy so that an event becomes apparent quickly enough that we have time to respond? In addition to vigilance, this aspect includes responding to changes in the character of the risks over the life span of the plant.
Risk Management Process
Now that we have identified the key functions, let’s put that into the context of the whole process. Each of the following steps is important and you must apply them in sequence. If you don’t have the data for any step, that is a sign that your risk management is under-developed and a trigger to collect the required data.
Before proceeding, you should consider the value of spares to which you apply this process. All risk management reviews require time and attention. For low values of spares holdings, it may be a better choice to just stock the required spares. We suggest that at a minimum, this assessment be carried out for all spares requiring an investment of more than $1,000.
- Step 1: Identify the specific spare part that you will be considering for this process.
- Step 2: Determine the criticality of the systems, machines, and processes in your plant. Usually we segment criticality into breakdowns that can shut the whole plant or stop distribution, breakdowns that take out a single line, and breakdowns that reduce output. You can also develop other criticality levels to suit your layout and plant design.
- Step 3: Identify any significant safety and environmental risks. This should include risks from simple slips, trips, and falls; all the way up to a safety or environmental catastrophe.
- Step 4: Interview other stakeholders to identify risks (such as operations, engineering, and supply chain) and weigh the risks they see. This would include impacts on other operations downstream, disruptions and delays to the supply chain, etc.
- Step 5: Convert the consequence of the risk into the potential financial impact based on the downtime effect and other losses.
- Step 6: Using the matrix in Table 1, identify for each category the score for the consequence in the event that the spare part is not available when required. Note that this does not automatically assume that the part should be in stock. Purchasing a spare should be considered only as the last resort, firstly consider the following:
- Can you repair the failed item in a suitable time frame?
- Can you use an alternative item?
- Can you delay replacement until the vendor delivers the spare?
- Can you control the plant/process without the part for the lead time for delivery?
If the answer is yes to any of the above questions then follow that process first and document any required controlling measures.
If more than one category applies, use the highest Consequence Score.
- Step 7: Using the matrix in Table 2 identify the probability score based on the expected frequency or potential for failure. Please note that by its nature this will be an estimate based on your current maintenance/engineering understanding.
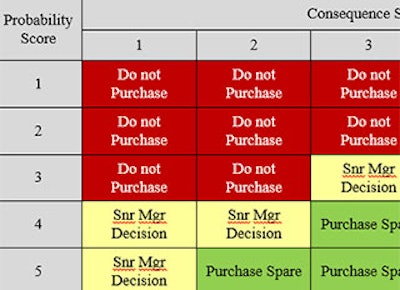
- Step 8: Use the decision matrix in Table 3 to determine the required course of action.
In most cases, this matrix will indicate whether you should or should not purchase the spare. What this process cannot do is tell you how many to purchase. To use this risk management approach for different spare parts holding levels, just re-run the process based on that holding level but remember that justifying more than one spare requires that for the subsequent spares your time frame for failure is limited to the lead time for re-stocking as this is the period of risk exposure.
In approximately one quarter of situations the matrix does not make a definite suggestion and leaves the decision to a judgment call. This reflects the borderline cases where specific company local knowledge will inform the answer.
Table 1: Risk Consequence Matrix
Table 2: Probability Score Matrix
Table 3: Decision Matrix
Check out Spare Parts Inventory: An Exercise in Risk Management, Part 2, here.
About the Authors
Joel Levitt is the Director of International Projects, Life Cycle Engineering. He has written standard-setting books on maintenance management, planning, shutdowns, and other maintenance topics for factories, fleets and major industrial facilities. Find out more about Joel at www.LCE.com.
Phillip Slater specializes in Materials and Spare Parts Management. He is the founder of the online training and information site SparePartsKnowHow.com, and the author of 8 books, including Smart Inventory Solutions and The Optimization Trap. For a complimentary copy of the ebook 5 Myths of Inventory Reduction please visit www.PhillipSlater.com.